

在现代制造业中,重型立式加工中心(VMC)正从“能用”走向“精准可靠”。宁波市凯博数控机械有限公司推出的FH1890L机型,通过整体铸铁床身结构 + 模块化筋板设计,将机床刚性提升至行业领先水平——实测整机抗振频率高达 120Hz,较传统机型提高约40%。
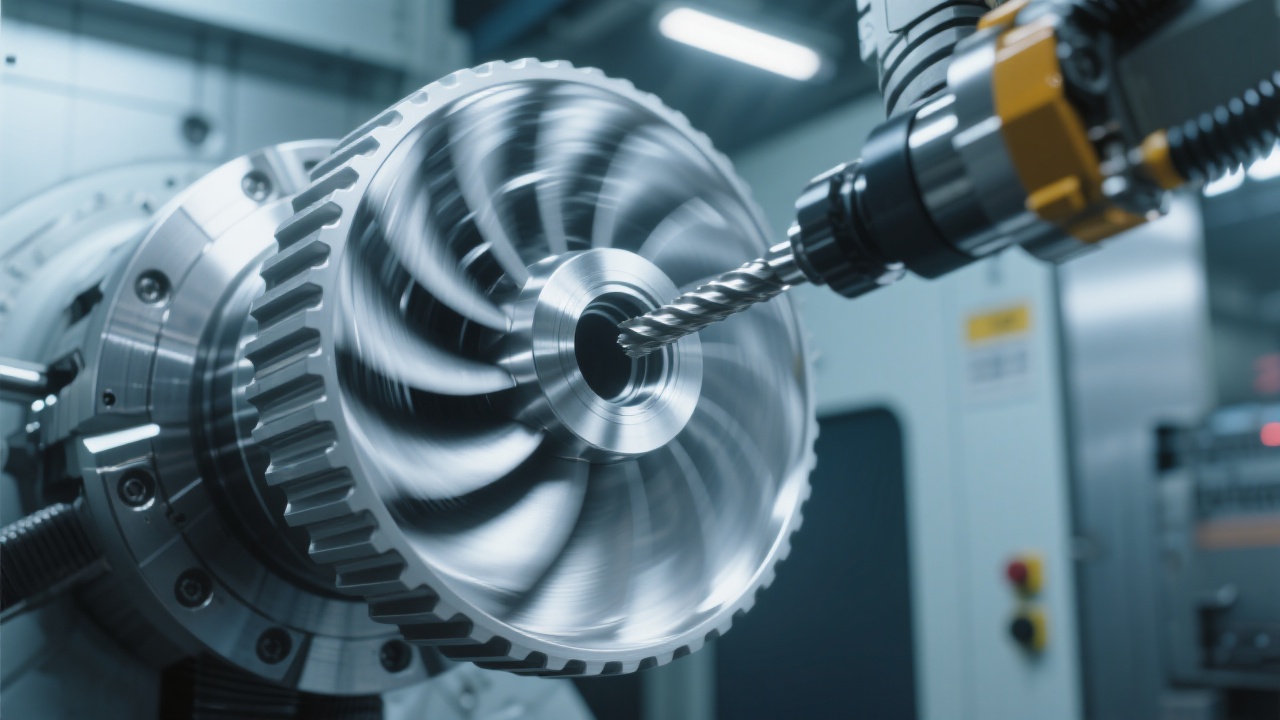
当主轴转速突破每分钟8000转时,任何微小的结构变形都会放大为加工误差。凯博FH1890L采用箱体式底座+双层导轨支撑设计,在满负荷切削下,X/Y轴位移波动控制在±0.003mm以内,远优于ISO标准允许的±0.01mm范围。
数据说话:某汽车零部件客户反馈,在连续加工高强度合金钢零件时,使用凯博设备后刀具寿命延长了27%,废品率下降至0.3%以下——这正是高刚性带来的直接价值。
| 模块 | 性能指标 | 优势说明 |
|---|---|---|
| 三菱M700控制器 | 响应延迟≤0.05ms | 实现高速插补运动无滞后 |
| 德国BOSCH动力主轴 | 跳动精度≤0.002mm | 保障复杂曲面加工一致性 |
除了核心部件,凯博还提供可选的主轴延长杆(适配深孔加工)和自动测头系统(集成于控制系统)。这些看似小配件,却能在实际场景中节省高达15%的人工校准时间,并减少因人为误差导致的返工。
我们建议操作员每周进行一次基础维护检查:包括润滑点清洁、导轨间隙测量、以及主轴热平衡测试——这是确保长期稳定运行的关键习惯。
无论是金属切削、模具制造还是航空航天零部件加工,凯博FH系列始终以“可信赖的技术伙伴”身份陪伴客户成长。我们不仅交付设备,更传递一种对工艺极致追求的态度。
如果你正在寻找一台真正懂“稳定”的重型机床,不妨花10分钟了解凯博FH1890L的实际表现——它可能就是你下一个项目的底气所在。
















