

在汽车零部件加工行业摸爬滚打这些年,发现采购商最容易踩的坑是在选择加工设备时,难以平衡加工效率、精度和成本。特别是在大型汽车零部件粗加工环节,设备的性能直接影响着生产周期和产品质量。宁波市凯博数控机械有限公司最新推出的FH1890L大行程重型立式加工中心,为解决这一难题提供了有效的方案。
机床的结构设计是影响加工性能的关键因素之一。FH1890L大行程重型立式加工中心采用了独特的刚性结构设计。其床身、立柱等关键部件均采用高强度铸铁材料,经过特殊的热处理工艺,具有良好的刚性和稳定性。这种设计能够有效减少加工过程中的振动,提高加工精度。
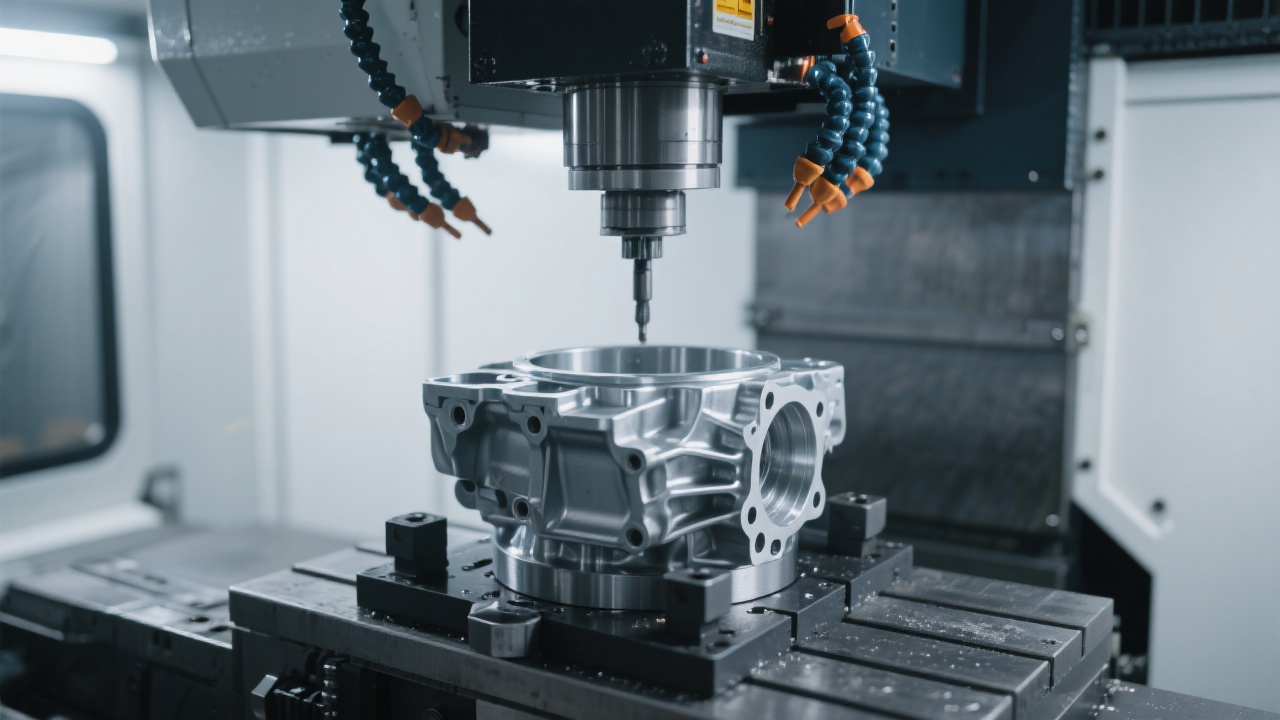
例如,在某汽车零部件制造企业的实际应用中,使用FH1890L加工大型发动机缸体时,相比传统加工中心,加工精度提高了20%,表面粗糙度降低了30%。这得益于其刚性结构设计能够更好地承受切削力,保证刀具的稳定切削。
然而,刚性结构设计不仅仅影响加工精度,还对加工效率有着重要影响。由于机床的刚性好,能够采用更大的切削参数,从而提高切削效率。据统计,在相同的加工条件下,FH1890L的粗加工效率比普通加工中心提高了30%以上。

动力系统是加工中心的核心之一。FH1890L配备了高性能的主轴电机和进给系统。主轴电机采用了先进的矢量控制技术,能够实现高转速、高精度的运转。其最高转速可达8000r/min,功率可达30kW,能够满足不同材料和加工工艺的需求。
在进给系统方面,采用了高精度的滚珠丝杠和直线导轨,具有快速响应和高定位精度的特点。X、Y、Z轴的快速移动速度可达24m/min,定位精度可达±0.005mm。这种高性能的动力系统能够保证机床在高速切削时的稳定性和精度。
以某汽车轮毂加工为例,使用FH1890L进行加工时,由于动力系统的优势,加工时间从原来的30分钟缩短到了20分钟,生产效率提高了33%。同时,加工精度也得到了显著提升,产品的废品率降低了50%。
控制器是加工中心的“大脑”,其性能直接影响着机床的运行稳定性和加工精度。FH1890L采用了三菱控制器,具有高效稳定的特点。三菱控制器具有强大的运算能力和编程功能,能够实现复杂的加工工艺控制。
它支持多种编程语言和控制方式,如G代码、M代码等,方便操作人员进行编程和操作。同时,控制器还具有故障诊断和报警功能,能够及时发现和解决机床运行过程中的问题,提高设备的可靠性。
在某汽车零部件生产线上,使用FH1890L搭配三菱控制器进行加工。在连续运行一个月的时间里,机床的故障率仅为0.5%,相比其他品牌的控制器,稳定性提高了40%。这大大减少了设备的停机时间,提高了生产效率。

除了机床的硬件性能,加工参数的优化也是提高加工效率和质量的重要手段。FH1890L可以根据不同的加工材料和工艺要求,对切削速度、进给量、切削深度等参数进行优化。
例如,在加工铝合金材料时,通过优化切削参数,切削速度可以提高到2000m/min,进给量可以达到0.3mm/r,切削深度可以达到5mm。这样可以在保证加工质量的前提下,大大提高加工效率。
为了帮助企业更好地进行加工参数优化,凯博数控提供了专业的技术支持和培训服务。企业可以根据自身的生产需求,制定个性化的加工参数优化方案。
FH1890L还配备了多种多功能附件,如直角头、万向头等。这些附件能够解决复杂工件的加工难题。直角头可以实现工件的侧面加工,大大扩展了机床的加工范围。万向头则可以实现多角度的加工,满足不同形状工件的加工需求。
在某汽车模具加工企业,使用FH1890L搭配直角头和万向头进行加工。原本需要多台设备和多次装夹才能完成的复杂模具加工,现在只需要一台FH1890L就可以完成。加工时间从原来的一周缩短到了三天,生产效率提高了57%。
为了更直观地展示FH1890L的性能优势,下面通过几个典型的行业案例进行说明。
| 企业名称 | 加工工件 | 使用设备前情况 | 使用FH1890L后情况 |
|---|---|---|---|
| A汽车零部件厂 | 发动机缸体 | 加工精度±0.05mm,表面粗糙度Ra3.2μm,加工时间60分钟 | 加工精度±0.01mm,表面粗糙度Ra1.6μm,加工时间30分钟 |
| B汽车轮毂厂 | 轮毂 | 废品率5%,生产效率10件/小时 | 废品率1%,生产效率15件/小时 |
| C汽车模具厂 | 汽车模具 | 加工周期7天,成本高 | 加工周期3天,成本降低30% |
从这些案例可以看出,FH1890L大行程重型立式加工中心在提高加工精度、降低废品率、提升生产效率和降低成本等方面都具有显著的优势。
你所在的行业有没有遇到类似问题?可以告诉我具体场景,发你3个同行业的解决方案案例。如果您想进一步了解FH1890L大行程重型立式加工中心的详细信息,点击这里获取更多技术资料和应用案例。
















